Advertisement
Grab your lab coat. Let's get started
Welcome!
Welcome!
Create an account below to get 6 C&EN articles per month, receive newsletters and more - all free.
It seems this is your first time logging in online. Please enter the following information to continue.
As an ACS member you automatically get access to this site. All we need is few more details to create your reading experience.
Not you? Sign in with a different account.
Not you? Sign in with a different account.
ERROR 1
ERROR 1
ERROR 2
ERROR 2
ERROR 2
ERROR 2
ERROR 2
Password and Confirm password must match.
If you have an ACS member number, please enter it here so we can link this account to your membership. (optional)
ERROR 2
ACS values your privacy. By submitting your information, you are gaining access to C&EN and subscribing to our weekly newsletter. We use the information you provide to make your reading experience better, and we will never sell your data to third party members.
Materials
A Material Matter
In Japan, focus on users’ needs rather than gee-whiz technology is the key to success for advanced materials firms
by Jean-François Tremblay
June 10, 2013
| A version of this story appeared in
Volume 91, Issue 23

In January, Teijin announced that it had developed a carbon-nanotube fiber in collaboration with researchers at Rice University. The Japanese manufacturer of plastics, chemicals, and textiles is now showing samples of the fiber to potential customers. Despite the material’s high price, Teijin is confident it will find demand.
Teijin’s confidence about the nanotube fiber stands in contrast with Bayer MaterialScience’s decision last month to abandon its carbon-nanotube business. Nanotubes have potential, but the market is too fragmented and it will take too long to develop, the German firm said when announcing its exit.
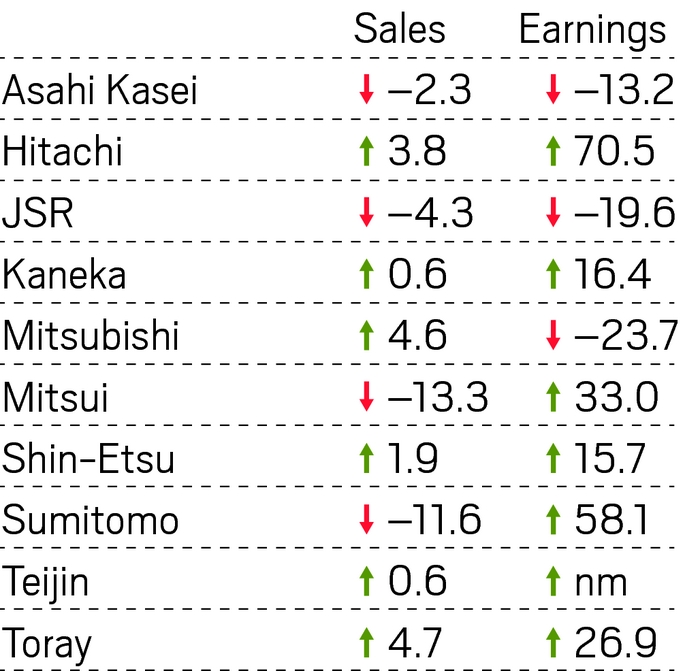
Advanced materials are in a rare segment of the Japanese chemical industry where optimism like Teijin’s prevails. Judging by the lackluster financial performance of its largest companies over the past two decades, the Japanese chemical industry seems to be in a chronic state of decline. For several firms, a profit—any profit—is the sign of a good year. Mitsui Chemicals, for instance, recorded net losses in three of the past four years. In its latest fiscal year, Sumitomo Chemical announced a loss of $640 million on sales of $24 billion.
However, the profit picture is different for Japanese producers of advanced materials. Generally highly successful, these firms aren’t weighed down by old commodity products that can’t be made profitably in an energy-poor country like Japan.
JSR Corp., a producer of electronic materials and high-end synthetic rubber, typically achieves profit margins in excess of 7% year in and year out. Kuraray, a producer of specialty chemicals and materials that has a near-monopoly on supplying polyvinyl alcohol film to the liquid-crystal-display (LCD) industry, had a profit margin of 8.5% in 2012. Teijin was an outlier last year, reporting a $309 million loss.
For products including films for LCDs, components for lithium-ion batteries, and materials for organic light-emitting diodes, many Japanese firms face practically no competition from abroad. The secret to their success, top managers say, has been to precisely assess the needs of customers, work closely with upstream chemical suppliers when developing new materials, and, whenever possible, focus on materials that are hard to copy.
In pursuing the nanotube fiber, for example, Teijin is motivated by its own success in developing a market for carbon fiber, a once-high-priced material that is now much in demand for building airplanes and automobiles. Not all is rosy for the Japanese materials makers, however. The electronics industry, once a major market, is leaving Japan, and companies are being forced to either follow it abroad or diversify into new fields.

For Hitachi Chemical, succeeding in advanced materials means making sure that products work as intended before they are commercially launched, says Kazuyuki Tanaka, the firm’s president and chief executive officer. Early in his career 30 years ago, Tanaka recalls, he built a small boat with composite polymers that Hitachi was planning to supply to fabricators of fishing boats.
In the 1990s, when Hitachi’s focus shifted to the electronics industry, the company built its own semiconductor trial manufacturing and evaluation facility just to evaluate materials before supplying them to customers. “We don’t only ship to customers; we try to help them improve their manufacturing process,” Tanaka says.
At JSR, President Nobu Koshiba emphasizes the development of products that competitors can’t replicate. “We are purposely leaving impurities in our electronic materials down to the level of parts per billion,” he says. “The trace level of impurities is sometimes essential to the performance of the product, and it’s very difficult for a competitor to reverse engineer.”
A thorough understanding of customers’ needs is essential to success in advanced materials, observes Masahiro Asami, a corporate vice president who heads Frontier Core-Technology Laboratories at Fujifilm, the leader in Japan’s once-booming photographic film industry.
“Fifteen years ago or so, when we set out to discover new products to replace our core photographic film business, our researchers would invent new materials,” he says. “We would ship samples to potential customers, but the materials seldom caught on.” Nowadays, he says, Fujifilm researchers mostly develop new materials by working in close collaboration with potential users.
Similarly, marketing is the starting point of advanced materials development at Hitachi Chemical, Tanaka says. “We don’t develop materials that we don’t have a market for,” he says. “Our R&D people are constantly developing new materials, but it’s always based on what we know to be our customers’ need, or anticipate will be their need.”
Hitachi executives have found that meeting customer needs often means reformulating or repurposing existing materials rather than cooking up brand-new products in the lab. For example, Hitachi estimates that it has a 45% share of the global market for carbon-anode materials for lithium-ion batteries. But the basic technology for the anodes was developed in the 1930s, before lithium-ion batteries were even invented, Tanaka says.

It was 1939 when Hitachi first started making a line of carbon brushes used to conduct electricity inside motors. In the decades that followed, Tanaka says, Hitachi researchers discovered that the crystals of the brushes had interesting properties. That knowledge came in handy 50 years later when the company’s customers were developing lithium-ion batteries.
“It took us about 10 years to actually develop our first anode materials,” Tanaka says. “But it’s a leading-edge technology that is based on know-how we acquired much earlier.”
Hitachi continues to develop new battery materials, Tanaka says. The market for industrial batteries used, for example, to store electricity generated by rooftop solar panels is still in its infancy, Tanaka notes. “Unlike a mobile phone that is used for a couple of years and then discarded, the battery inside of a building has to last for a minimum of 10 years,” he says.
Japanese firms such as Hitachi Chemical utterly dominate the market for lithium-ion battery materials, says Markus Hoelzle, the Tokyo-based regional director for cathode and battery materials at BASF’s catalyst division. “They won that race 20 years ago,” he says. “They may not supply the most sophisticated or most advanced materials, but they make the technology work when you try to apply it in products.”
Following the old maxim “If you can’t beat ’em, join ’em,” BASF is setting up a battery materials R&D center near Osaka, Japan. “Japan is the key development area for lithium-ion battery materials,” Hoelzle says. “We need to learn how Japanese companies work together to develop new materials and new products.”
BASF will attempt to position itself in Japan’s battery market as a supplier of high-performance materials with a global presence. The R&D center will help the firm develop materials that meet Japanese customers’ needs. “We won’t be perceived as a German company,” Hoelzle says. “And the performance of our materials can be objectively measured in the case of batteries.”
One the main reasons Japanese materials suppliers have been successful with lithium-ion batteries, Hoelzle believes, is the collaboration among various companies. “Their ability to mobilize an entire supply chain is a prerequisite and a success factor,” he says. “Companies in Europe are able to collaborate on projects, but not to the extent that Japanese do.”
Indeed, because Hitachi’s competitive edge lies in combining materials to create new products with a desired performance, Tanaka says, the company pays as much attention to its suppliers as it does to its customers. “The supply chain is critical because we depend on others to make what we don’t make ourselves,” he says. “If it’s a complex polymer, we need to source the monomers from others.”
It’s the supply chain that most explains why Japanese materials makers are successful, according to Koshiba. Keeping track of customers’ requirements is relatively easy by talking to them enough. What is special about Japan, he insists, is how firms work together up and down the production chain.
“The key in Japan is the food chain, the ecosystem,” he says. “We work with our local suppliers—are dependent on them in fact—to deliver quality materials.”
For large swaths of the electronics industry, however, that supply chain has broken up as firms move production of many digital devices out of Japan to lower-cost Asian locations. To remain profitable, Japan’s advanced materials makers will increasingly shun digital markets, Koshiba adds. Digital technologies, he argues, are too easy to copy by manufacturers in other countries.
“Japanese companies will still be active in digital technologies, but only by moving their operations closer to markets like Taiwan, China, South Korea, and so on,” Koshiba reasons. JSR itself operates LCD materials plants and R&D centers in both South Korea and Taiwan. In Japan, JSR will work on the development of what Koshiba calls “analog” materials, used by the life sciences industry for instance, that the company will sell in Japan and abroad.
If you are having trouble viewing this table, click here for an image.
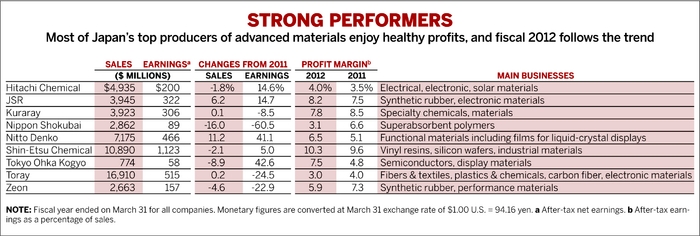{kind=link}
Fujifilm is a Japanese company that has reinvented itself as a direct result of the development of digital technologies. “You could say that we’ve become good at supplying analog materials—obtained from chemistry—to the digital industry,” says Asami, head of the Frontier Core-Technology Laboratories.
Demand for photographic film, traditionally Fujifilm’s core business, has practically evaporated since 2000 as a result of the rise of digital photography. The company now targets opportunities in health care, highly functional materials, and documents.
One of Fujifilm’s strategic thrusts in recent years has been to repurpose its technology for new markets. The company enjoys a market share of more than 70% in triacetate cellulose films used in polarizers for LCDs. It also supplies a triacetate cellulose film that widens the angle from which LCDs can be viewed.
Last year, Fujifilm launched an electroconductive film, ExClear, for touch screens. ExClear does not use indium tin oxide, a conducting material that is both prone to cracking and in short supply.
More recently, Fujifilm developed a film that can be put on windows to let light, but not thermal rays, through. The film helps reduce the heating effect of the sun. The company also has developed a line of skin care products by applying its photographic technologies. “In photographic films, there are about 100 compounds dispersed as nanoparticles, and we can precisely control the reaction of each compound,” Asami says.
When it comes to new materials, Fujifilm’s default approach has been to build on the knowledge it acquired from making photographic films. The company’s triacetate cellulose film, for instance, is essentially an ultrapure version of the base material for photographic film. ExClear consists of a polyethylene terephthalate substrate with a fine silver mesh pattern applied via a photographic process.
In contrast with other Japanese companies’ incremental approach to materials development, Teijin is being bold with its development of the carbon-nanotube fiber, a material new to the world and for which there is no market yet. In contrast with the image of Japanese companies as highly centralized, Teijin is leaving it up to its European subsidiary Teijin Aramid to come up with the best marketing strategy for the material, according to Marcin J. Otto, business development manager in charge of carbon-nanotube fibers for Teijin Aramid.
Teijin Aramid became part of Teijin when the Japanese company acquired the aramid business—called Twaron—of a Dutch competitor in 2000. Otto, who was part of the Twaron business at the time, says Teijin’s influence has been benevolent. The Japanese firm’s managers, he says, have funded the subsidiary’s expansion over the years and have been eager to learn from former Twaron employees.
Conversely, being part of Teijin has been a learning opportunity. The Japanese managers who went to Europe to oversee Teijin Aramid taught Otto how to procure new technologies. “It’s a completely separate skill set that few people have,” says Otto, who has a Ph.D. in solid-state physics and years of experience in product marketing.
He used his new skills to analyze whether carbon-nanotube fibers would fit well with Teijin’s product mix.

Carbon-nanotube fibers are electrically and thermally conductive, light, highly resistant to compression, and extremely versatile, Otto says. They are a good addition to Teijin’s expertise and product mix because the company is knowledgeable both about potential markets and about the basic process for spinning the novel fiber, Otto concludes. Among competing technologies, he selected the one from Rice University. “It wasn’t the best, but it had the most potential, and that made it the best choice,” he says.
Advertisement
There is little doubt that carbon-nanotube fibers have outstanding properties, says Ross Kozarsky, head of the advanced materials service at consulting firm Lux Research. “It’s an impressive achievement to have synthesized them,” he notes.
However, Kozarsky is not yet convinced that an actual market will materialize. Owing to their prohibitive cost, carbon nanotubes are usually added to other materials rather than being applied in their pure form. “Even when they are only part of what makes a material, carbon nanotubes make it very expensive,” he says.
On the plus side for Teijin, Japanese companies are usually quite proficient at commercializing pricey advanced materials. “For carbon fiber, a few decades ago, Japanese companies first went with the high-premium market before moving to the mass market,” Kozarsky recalls. Bayer, he believes, shut down its nanotube business because its commercialization effort did not match its research and development effort.
“I know there are people who want this,” insists Otto about the nanotube fibers, noting that he has been in the high-performance fibers business for decades. “My prices will be abominable initially, but they will drop as we scale up. The potential buyers understand this.” The first applications for carbon-nanotube fibers, he expects, will be for very high-end uses such as the space market.
One of the secrets to success in advanced materials, JSR’s Koshiba says, is to go where the markets are. Japanese firms will in the future support the life sciences industry with biobased materials. They will also increase their support of the electric industry—in the form of battery materials or lithium-ion capacitors—rather than the electronics industry.
“For life sciences materials, we go to the U.S., because that is where the most advanced life sciences market is,” he says. “Wherever we find an opportunity, that is where we will go.”
Japan’s advanced materials industry has succeeded in recent years despite a home market economy that was anemic at best. This year, Japan boasts one of the developed world’s most robust economies, posting growth at an annualized rate of 3.5% in the first quarter. Much of the credit for Japan’s revitalization goes to the new prime minister, Shinzō Abe, who has boosted the economy by increasing government spending and forcing the Bank of Japan to loosen the money supply.
The policies have weakened the yen by about 15% so far this year. “The cheaper yen has boosted our competitiveness and increased our pricing flexibility outside Japan,” Hitachi Chemical’s Tanaka says. Advanced materials are priced more on the basis of how they’re used than on how much they cost to produce, he says. Nonetheless, the cheaper yen can only help Japanese advanced materials companies continue to be world-beaters.
You might also like...



The power is now in your (nitrile gloved) hands
Sign up for a free account to get more articles. Or choose the ACS option that’s right for you.
Already have an ACS ID? Log in
Join the conversation
Contact the reporter
Submit a Letter to the Editor for publication
Engage with us on Twitter